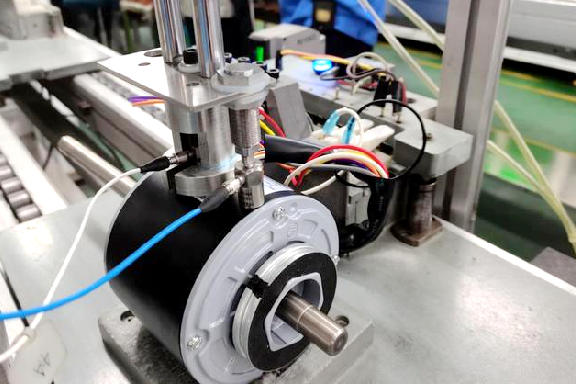
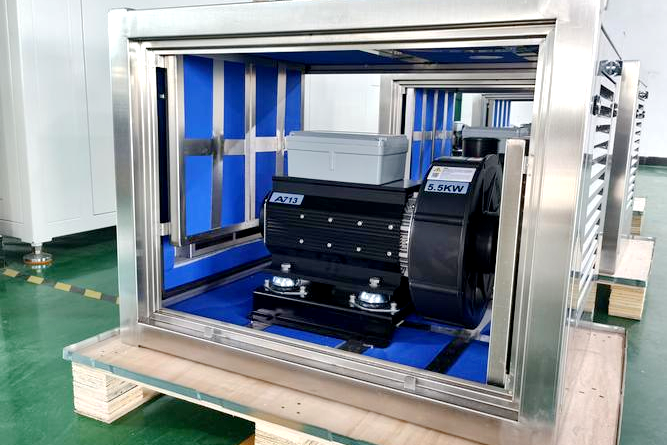
设备的异音质检是总装质检线的关键一环。在噪音房或者产线上通过人听产品运行的声音是否有异常,从而判断是否出现品质问题。 例如,电机成品下线以前有一个测试噪音的,主要是测试几个噪音项目比如电磁啸声、轴承摩擦声、定子转子摩擦声等。以下是设备异音质检的主要应用场景:


核心场景:车载循环泵、空调压缩机等部件的异响检测。

核心场景:空调压缩机、洗衣机电机/滚筒、冰箱压缩机、吸尘器电机、空气净化器风扇等运行噪音检测。
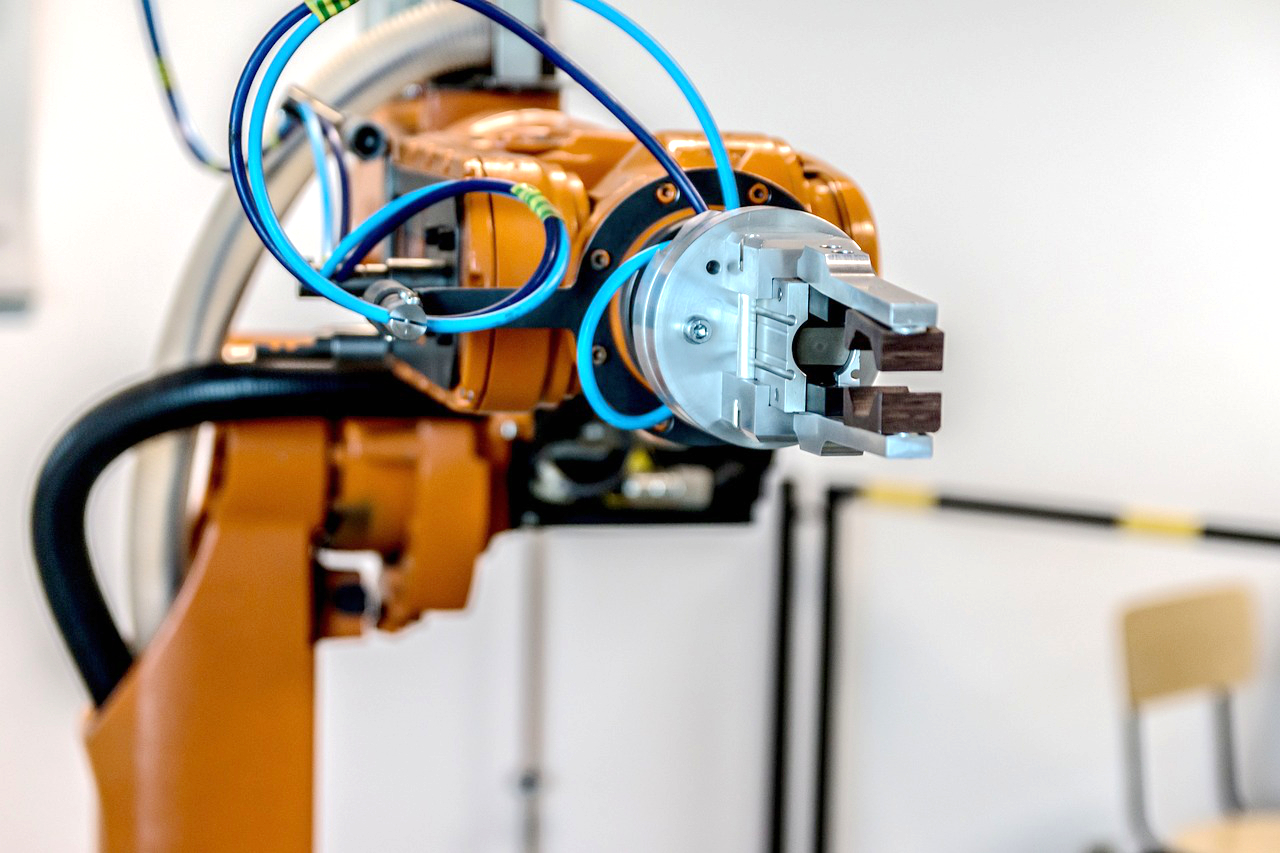
核心场景:电机、泵、轴承、齿轮箱、工业机器人关节等机械部件异响检测。

核心场景:手机/平板振动马达异响、笔记本电脑风扇噪音。
自动化的检测方法,不再依赖人工判断,降低人员成本,降低生产设施的建设要求(噪音房),可以降低质检成本。提升检测效率
机器自动化的随着检测节拍来进行声纹的检测,可以大幅提升整体的检测效率,省去不必要的检测环节。准确率高
依赖深度学习技术与声纹分析技术,相比人工判定的方法可以获得更高的检测准确率与稳定性。可量化可追溯
对于异音的每一次判定,都是可以量化可追溯的,更方便整体的质量管控与溯源工作。
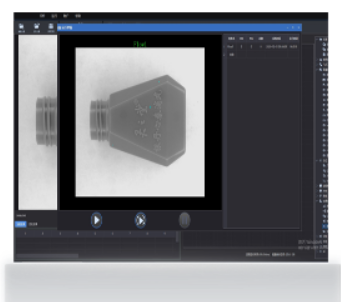
生产设备在出厂检测时,如果存在一些瑕疵,其在某些工作状态下的声音会明显异于正常,我们可以通过采集设备的工作声音进行质量检测,所依据的原理为在产品运行中,组装不良、零件松动、部件损坏等结构性问题所发出的声音和正常产品运行声音不一致。而声纹图,学名时频谱图,用来描述声音的频率特征强度随时间变化关系的图, 不同状态的设备声纹图不一致。声纹检测的核心原理,则是通过对于正常以及异常声纹的“比对”,来判断设备的状态,从而实现对于质量的预测。
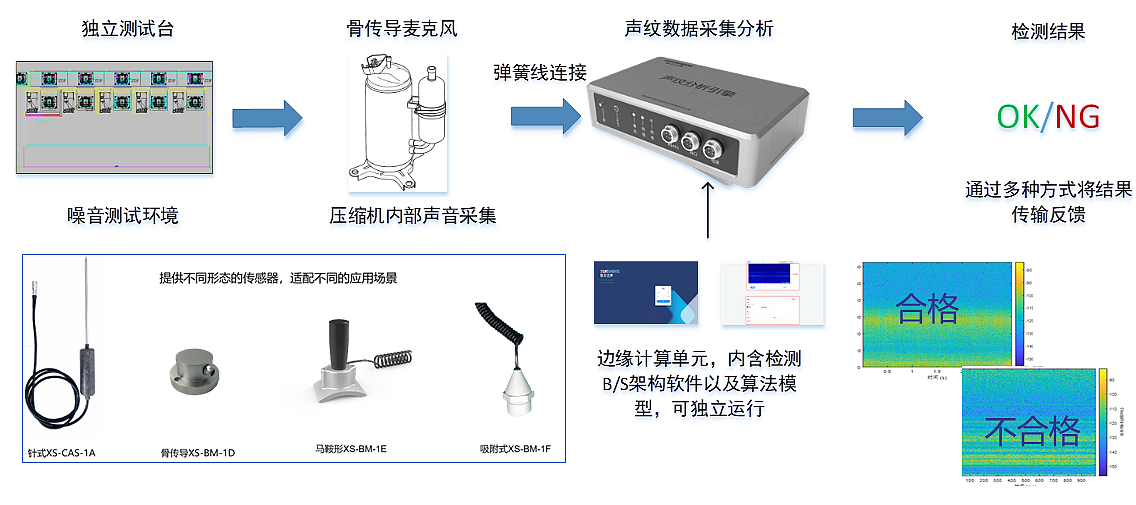
在生产线现场的噪声种类非常多样化,包括机器声,说话声,报警声等多种噪声,对于不同噪声的滤除以及抑制的程度,直接决定了声纹质检的准确率,是落地中的关键环节。
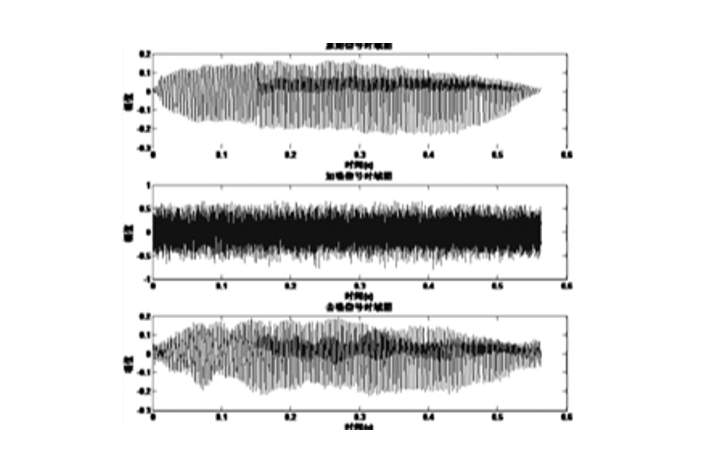
通过时间的积累滤除大部分非稳态信号的干扰
通过消音箱,消音室滤除干扰
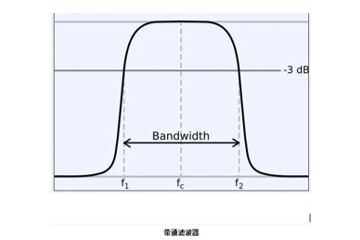
在频带上进行滤波
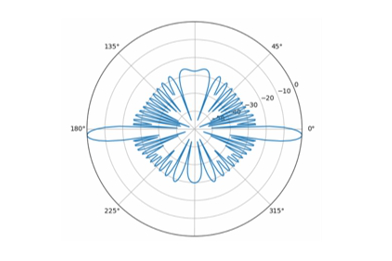
通过声学阵列增指向性,抑制噪声
对于固定的噪声学习滤除
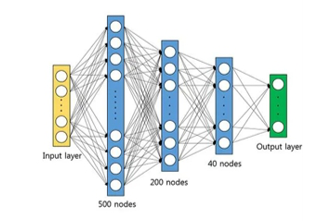
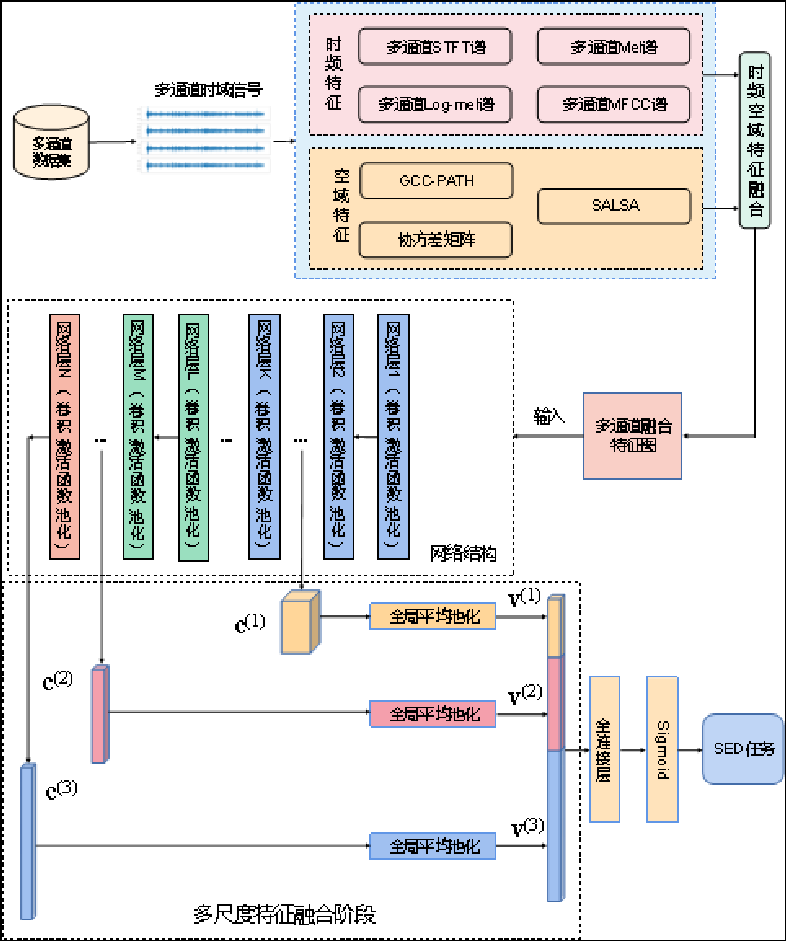
为了提升检测结果的可靠性,以及一致性,采用多特征融合的AI声纹检测技术,结合深度神经网络,可以高效实现对于异常样本的识别与检出。

 如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!



 CHN
CHN EN
EN