从拍脑袋到精准计算,这个产线实现“小批量、多品种”精益生产,管理者心里更有“数”了
宁波某电子元器件生产厂,他们接到的订单基本上都是小批量、多品种的。
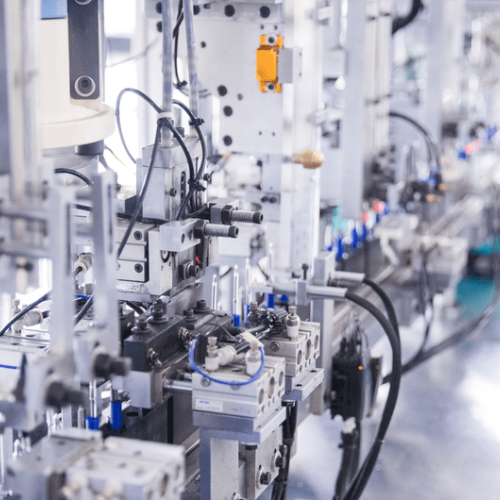
冲压生产线作为生产主力军,面对小批量、多品种,压力巨大。如果发生临时插单、换型等生产计划变更,更是状况频出。
为什么会这样呢?
第一,产线以老旧设备为主、没有内置的数采模块;第二,产线没有任何设备状态监视系统。
而小批量、多品种生产,其特点是生产周期短、换型频繁,对生产管理要求高,需要有设备状态实时数据支持,需要准确的稼动率数值。
一般情况下,设备状态监视系统的数据采集方式,是提取智能网卡或设备内嵌PLC的数据,然后分析这些数据,进行设备管理并指导生产。
而该产线的老旧设备既没有智能网卡,也没有内嵌的PLC,数据从哪里来?
这个问题困扰了宁波这家工厂很长时间。
ALSI设备状态监视系统与其他设备状态监视系统的最大区别,就是数据采集方式。
针对老旧设备数据无法从内部提取的问题,ALSI大连从设备外部入手,设计了一个外挂数采装置,挂在三色灯上,实时采集三色灯的亮灯数据。
虽然没有设备内部数据丰富,但完全可以满足OEE分析的需求。
宁波这家工厂导入ALSI设备状态监视系统后,冲压生产线的生产状况发生了不小的变化。
导入之前,根据手工记录的有限数据,工厂估算的稼动率大约是75%,按照这个稼动率安排生产,每月投入27台设备同时生产,才能完成生产任务。
导入后,根据系统提供的设备状态实时数据计算的稼动率是80%,按照这个稼动率调整生产,每月投入25台设备,就能满足生产需要。
仅此一项,每月就节约电费2400元,设备的维护费用也降了10000元。
更重要的是,通过对设备状态的持续监视,管理者面对“小批量、多品种”做到了“心中有数”。
1、作业员标准化操作减少换模时间,生产效率提高
影响稼动率的因素包括停机、速度、质量3个方面的6大损失,即故障、换模(换线)、停机、空转或减速、报废、返工。
“小批量、多品种”生产换模频繁,换模停机时间长短是一个影响生产效率不小的问题。
管理者发现,有一些作业员换模总是超时,导致他们负责的设备时间稼动率低,从而影响了整条生产线的生产效率。
针对这一问题,工厂组织了换模操作标准化培训并进行严格考核。结果该产线的时间稼动率得到整体提升,生产效率因此也有所提高。
2、掌握每台设备的状态与特点,保持稼动率稳定
生产线以老旧设备为主,通过一段时间的状态监视,管理者基本掌握了每一台设备的生产特点。
虽然生产品种多,但可以大致将产品划分为几大类。管理者发现,排除其他影响因素,有一部分设备在生产A类产品时良品率高,而另一部分设备生产B类产品时良品率高等等。
在具体安排生产任务时,管理者根据这一特点分类安排,使得整条产线的良品率得到提高。
通过以上两个改变,虽然生产的批量小、品种多,整条生产线的生产效率并没有降低。
管理者可以随时安排、调整生产计划,不再受换型频繁、临时插单困扰。在激烈的竞争中工厂更加从容。
 如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!



 CHN
CHN EN
EN