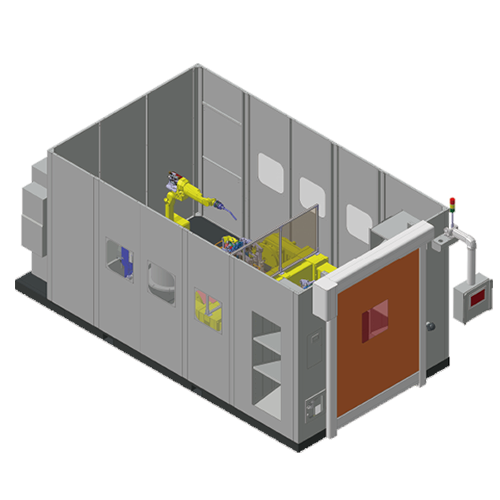
一、本工作站主要核心设计(针对汽车零部件)
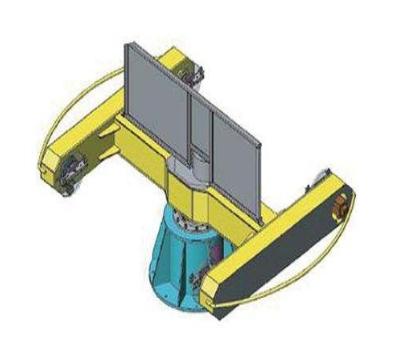
1.高精度定位系统
2.定制化定位夹具
2.1 采用模块化设计,适配不同形状的汽车零部件(如冲压件、铸件)。
2.2 使用硬质合金定位销和气动/液压夹紧机构,确保工件在高速焊接中无位移。
2.3 视觉/激光辅助定位(可选)
针对复杂曲面或薄壁零件(如铝合金车身部件),通过视觉系统自动校正定位误差。
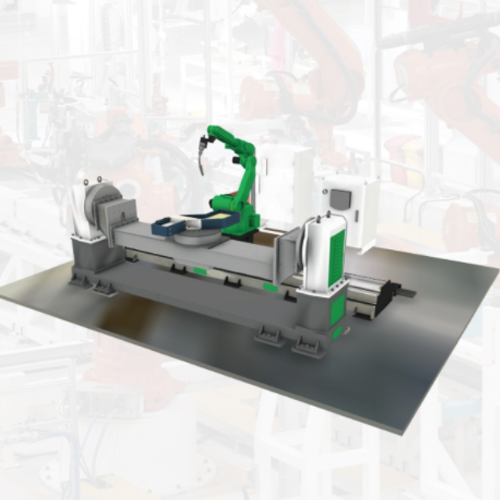
3. 焊接工艺优化
3.1 多电极协同焊接
针对多个凸焊孔同步焊接(如车门铰链的3-4个孔),提升效率。
3.2 自适应电流控制
根据材料厚度(如1.5mm钢板vs2.0mm高强度钢)自动调节电流,避免焊穿或虚焊。
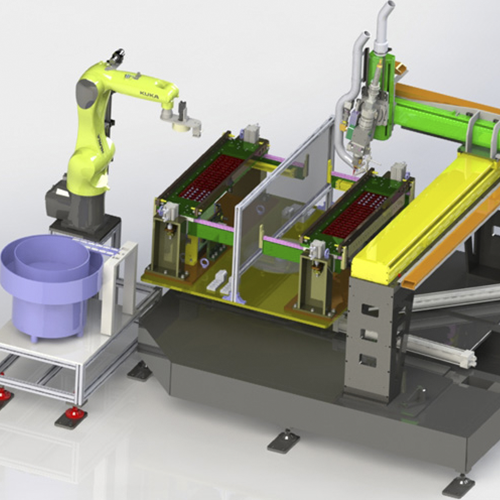
3.3 与生产线的集成
机器人上下料系统
配合工业机器人(如KUKA/FANUC)实现全自动上下料,与冲压、装配线无缝衔接。
数据追溯功能
记录焊接参数(电流、压力、时间)并与MES系统对接,满足汽车行业IATF16949质量追溯要求。
二、汽车行业的特殊技术要求
1.材料适应性
高强度钢(HSS)与铝合金焊接
采用高频逆变电源,缩短焊接时间,减少铝合金热变形。
防腐蚀处理
电极头镀层(如铬锆铜)避免与镀锌钢板发生粘连。
效率与节拍匹配
单件焊接时间 ≤ 5秒(匹配汽车产线60JPH以上的节拍)。
快速换模(SMED)设计,支持多车型共线生产。
质量检测集成
在线监测系统
通过电极压力传感器和红外测温,实时检测焊接质量,自动剔除不良品。
破坏性抽检接口
工作站预留试样接口,定期进行拉拔力测试(如ISO 14272标准)。
三、典型应用案例
|
汽车零部件 |
焊接要求 |
工作站解决方案 |
|---|---|---|
|
车门铰链 |
4个凸焊孔,公差±0.1mm |
四电极同步焊接 + 气动浮动定位夹具 |
|
安全带支架 |
高强度钢,防虚焊 |
自适应电流控制 + 压力反馈系统 |
|
电池托盘 |
铝合金焊接,低热输入 |
高频逆变电源 + 水冷电极 |
四、优势对比(传统工作站 vs. 汽车专用工作站)
|
项目 |
传统工作站 |
汽车专用工作站 |
|---|---|---|
|
定位精度 |
±0.5mm |
±0.1mm(满足汽车DTS要求) |
|
换型时间 |
30分钟以上 |
≤5分钟(模块化快换设计) |
|
质量控制 |
人工抽检 |
100%在线监测 + 数据追溯 |
|
适用材料 |
普通低碳钢 |
高强钢/铝合金/镀锌板 |
五、维护与升级建议
预防性维护
每日清洁电极头,每周校准定位夹具精度。
每5000次焊接更换电极帽,防止因磨损导致虚焊。
智能化升级
加装IoT模块,远程监控设备状态并预测故障(如电极寿命预警)。
通过以上设计,凸焊工作站可显著提升汽车零部件的焊接质量和生产效率,同时降低返工率(典型数据:不良率从0.8%降至0.1%以下),是汽车制造中 轻量化、高精度焊接 的理想选择。
 如果您对此感兴趣,欢迎问问展商吧!
暂无数据暂无数据如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
暂无数据暂无数据如果您对此感兴趣,欢迎问问展商吧!



 CHN
CHN EN
EN