一、产品基本信息:
制药智能制造(含细胞基因治疗数字化工厂)解决方案
软著登字第8761010号
软著登字第4669305号
软著登字第8737028号
软著登字第8737172号
软著登字第8737098号
软著登字第4742883号
软著登字第8760792号
软著登字第1986832号
软著登字第1986842号
软著登字第8740555号

二、产品的主要功能描述
功能概述
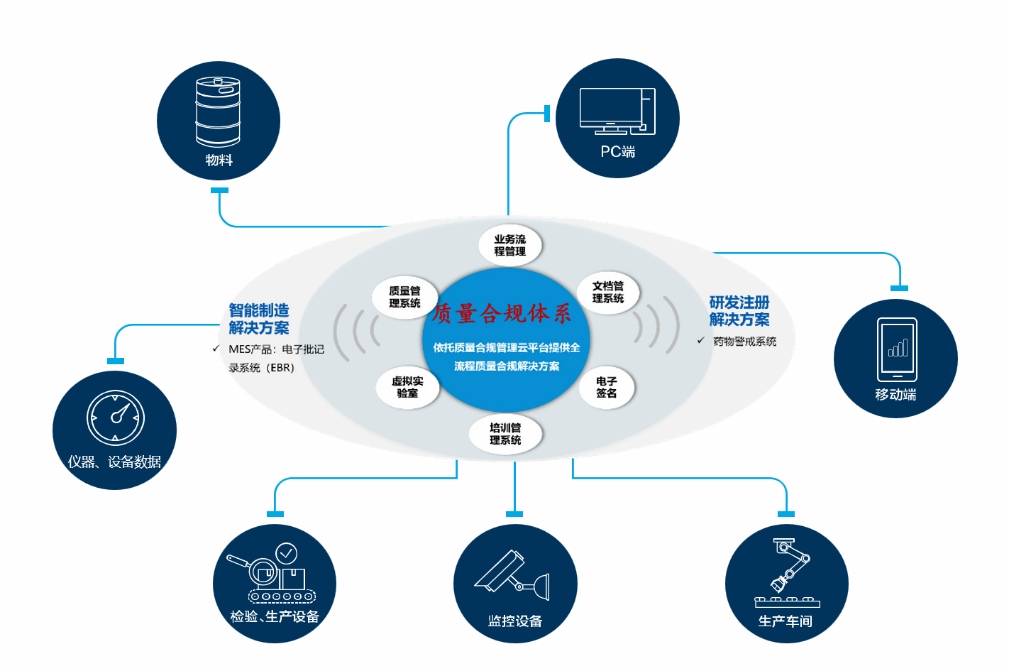
脉泰®(ManuTrust®&汇环MES)-中国领先的制药智能制造(含新兴治疗领域细胞基因治疗数字化工厂)解决方案
深耕:拥有自主知识产权、专注制药行业16年;
全品种:最佳实践涵盖化学药、生物药、细胞治疗、中药等不同的制药企业;
强大:满足制药生产过程的所有关键功能,与国际制药行业头部MES品牌对标;
规范:行业标准、地方标准主要起草单位
其中,细胞治疗产品(以CAR-T 为例)生产和使用环节涉及组织和部门众多,要求严格,追溯系统能够更好实现公司现有产品的全过程的追溯及管理,以降低产品在生产、储运等过程中发生混淆、差错的风险,有利于企业对产品进行全过程的生产、质量及储存的质量管理及追溯链的建立。
系统从血样采集、运输、接收、领用、生产、存储、发运、回输的各个环节都必须遵守GMP规范,并做到每个产品批次的可追溯;运用电子签名实现人员权限管控;配置审计追踪,实现系统操作可追溯。全流程和全员参与的一套系统。
功能说明
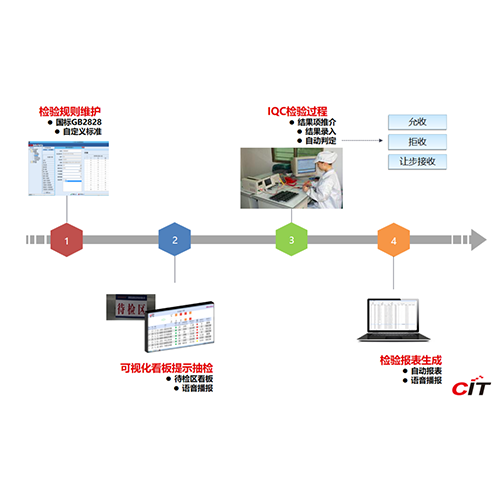
1.追溯数字化-物料管理:实现关键物料的数字化管理和追溯。包括关键物料到货录入、物料数量、剩余库存、标签和二维码管理;
2.追溯数字化-标签管理:实现对标签的管理,包括标签模版管理、标签类型管理、二维码管理、样式审批、打印预览等管理;
3.追溯数字化-细胞制备:实现制备过程的数字化管理和追溯,包括工艺和工序管理、排产、领料管理、工序标签管理、操作间和设备、工序记录、设备数据监控;
4.追溯数字化-质量过程:实现质量过程的数字化管理和追溯,包括原辅料放行管理、产品放行管理、电子签名、产品追溯图等;
5.追溯数字化-环境监测:实现对环境的运输环境和关键设备入培养箱,液氮冰箱等的监测记录、监测执行、监测统计等管理;
6.追溯数字化-医学出库:实现医学申请出库的管理和追溯,包含出库申请、扫描出库、出库状态、批准拒绝、退库等;
7.追溯数字化-运输管理:实现运输管理和追溯,包括发运单管理;运输节点的确认;运输环境系统的接口等;
8.生产数字化-细胞库管理:实现多级细胞库管理,包括多级仓库管理、出库和入库、检验放行、盘点、预警、退料、设备实时监控等;
9.生产数字化-生产管理:实现月度生产计划、生产指令、节点工艺配置等;
10.生产数字化-生产管理:实现生产资源的全面信息化、数字化、无纸化管理。包括计划工单、工艺配方、车间管理、人员、设备、质量管理等统一集成平台管理。同时在线监控生产过程中所涉及到的生产设备、质检仪器、称量设备、物料流转等设备,从而将整个药品生命周期中的车间、质控、仓库、产地、销售、采购、财务、人事、设备、能源等集中同一平台上,达到企业信息流、物流、人流、资金流的融合贯通;
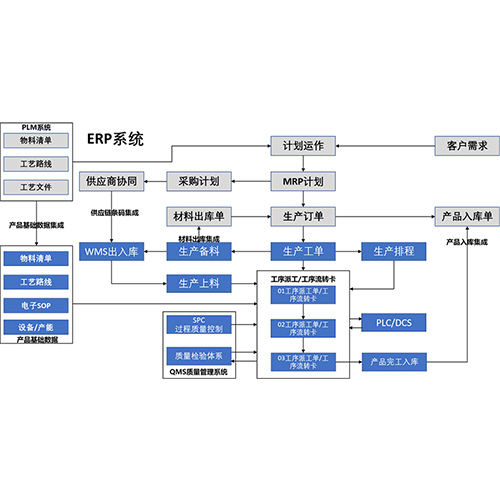
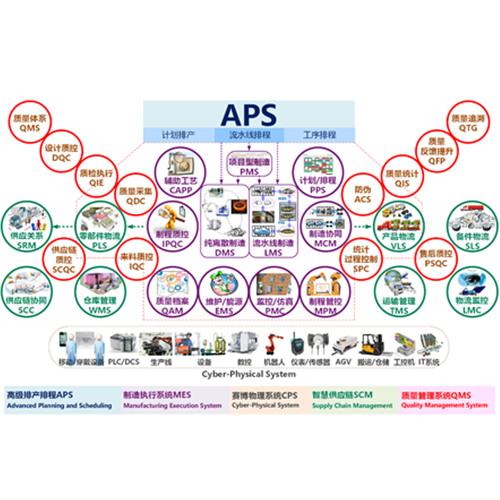
三、总体设计框架
本系统采用B/S结构。为了满足可靠性和可扩展性要求,与各个外接系统的接口采用Web Service或者Web API接口;考虑数据保密的要求,某些物料代码采用代号替代;
本系统采用MES系统的生产模式自匹配技术。在系统初始化过程中,可以根据工艺流程的设定,自动进行流程的匹配,并实现生产流程的全覆盖。利用设计好的程序流程来规范企业人员的操作行为,从而将整个药品生命周期中的车间、质控、仓库、产地、销售、采购、财务、人事、设备、追溯、能源等集中同一云平台上,达到企业信息流、物流、人流、资金流的融合贯通,消除管理和监控的盲点和孤岛,最终将GMP规范落实到制药行业的每一个角落,真正体现GMP的精髓:真实性、有追溯性、防止混药、防止人为差错。

四、优势分析
以细胞治疗数字化工厂为例:
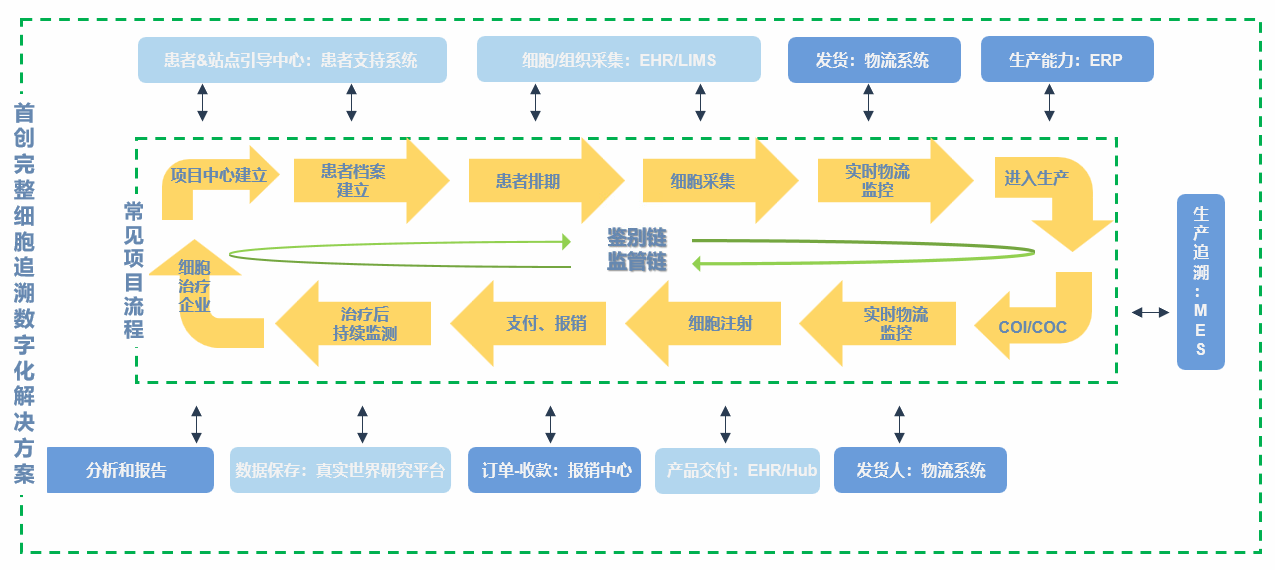
首创完整追溯数字化解决方案,生产与追溯系统包括如下两部分管理设计:
(1)追溯管理:包括鉴别链(COI)/监管链(COC),用来来满足细胞治疗特有的监管最基本的要求;
(2)生产管理:MES(制造执行系统)、WMS(仓储管理系统)以及QMS(质量管理系统)等系统。
鉴别链(COI):也被叫做患者鉴别链或者身份链:是指在从订购到生产到治疗和治疗后监测的整个过程中,供者的唯一标识符需要与其组织或细胞(原材料)以及由此产生的药品的信息(如生产批号)之间的永久和透明关联。
监管链(COC):也被叫做产品监管链,是指从细胞采集开始到给药期间,谁采集、处理或产品执行了哪些操作、操作具体内容以及操作的位置/日期/时间相关的数据。
国内外友商产品对比:
|
|
辛格迪 |
国内友商 |
国外友商 |
|
产品来源 |
全部自主研发 |
部分自主研发+部分代理国外产品 |
自主产品 |
|
产品布局 |
MES, WMS, LIMS(QC),QMS在同一个技术平台上 |
无完善的自主产品线,一般是自主+代理 |
一般通过收购获得不同的产品线,产品之间提供标准的系统集成 |
|
扩展性 |
底层开发,灵活配置,根据业务需要扩展 |
代理产品提供二开,有一定的限制 |
产品有一定的限制 |
|
平台一致性 |
同平台开发,底层数据可以打通 |
多产品集成 |
多产品集成 |
|
产品上市时间 |
2006年至今 |
近几年出现的较多 |
历史较长,数十年 |
|
客户类型 |
全品种、全领域;同时关注先进治疗领域(细胞治疗等) |
通常擅长某一领域 |
全品种、全领域 |
|
价格 |
国外价格的1/3 |
国内和国外两个价格体系 |
昂贵 |
智能制造数字化平台实现的价值:
1、 全方位的追溯体系。通过完善的数据采集和电子批记录,对生产过程中的每个工序都进行详细的记录,如供应商、使用的原材料、使用量、原辅料供应商、生产时间、生产过程工艺参数、生产班次、班上作业人员、成品检验人员、放行人员、每批产品物流存储地点、物流发货去向、一级经销商等。使企业建立完整的产品质量可追溯体系。
2、 生产实时预警机制。当生产出现异常时(相关参数超出企业的内控标准),系统提供灵活的预警机制,通过消息、邮件、大屏幕及手机短信等多种方式及时通知企业的相关质量负责人。负责人得知预警后,及时查找相关数据、分析数据,查找问题,并进行解决或整改,最大限度地降低企业药品质量安全隐患,达到企业自身应用目的,帮助企业实现生产“零缺陷”。
3、 能对生产全封闭、全天候实时监控和生产进度跟踪。实现生产过程的管理与控制,包括车间资源(包括人、机、物)的分配和管理;生产计划编制和调度;生产质量的管理和控制;生产技术的优化和应用;按照计划及时执行工序的生产,对生产过程中的生产数据进行实时采集,及时发现并处理生产过程存在的各种问题,实现生产记录无纸化、物料配送无差错、生产数据采集自动化、生产过程非正常情况报警、生产过程追溯可视化、生产过程监控。
4、 建立供应商、患者沟通平台。供应商、消费者可通过智能手机、平板、电脑的设备,查询产品标签、生产日期、批次、生产者、生产许可证等信息外,还可以查询质检报告、销售卖点等与选购息息相关的信息,还可提出交流建议。
5、 大数据的应用。生产、质量各方面信息数据的收集、分析、汇总;随时随地了解关于生产状态和资源利用情况,同时也提供一系列工具帮助管理者从不同角度分析做出客观决策。
6、 控制质量风险,建立企业全称质量管控体系,提高企业风险应对能力。
整个工厂在系统的实时、在线的监控与管理下,杜绝死角,在任何节点都可以实施快速的双向追溯,控制质量风险,快速响应。
7、 规范人的行为,减少差错,减少不合格产品,减少返工,降低成本。能根据数据自动统计分析,减少人工统计劳动和差错,时效性得到保证。
药害事件100%是人为因素造成。系统将GMP及SOP条款固化在软件中,结合IT、网络、自动化、物联网等技术,做到对人行为的约束和控制,达到降本增效的目的。
8、 精确的用料计划,控制库存,减少库存资金。
根据生产计划自动折算用料计划、采购计划等,并可以实时进行调整,将库存限定在合理位置,减少资金的积压。
9、 精细化成本控制与管理,可随时统计各类实时成本。
10、提供符合欧盟GMP、美国CGMP要求的计算机系统验证。
11、 全员(所有人员)、全过程(生产质量管理全过程)、全品种(所有产品)的信息化监控,不按点收费。
12、人性化设计,满足车间、仓储等不同文化层次操作人员需求。
13、兼容各种接入设备,手机、PDA等均可操作,随时随地办公。
14、整合了现有的ERP、生产线自控设备、网路版实验室系统和电子监管码系统,实现数据的自动采集和处理。
15、实现电子版批记录,保证数据真实、可靠、一致性、共享。
五、典型用户清单:
上药集团、科济生物、北恒生物、恒瑞源正、迪赛诺、正大青春宝、迈威生物、震元制药等
 如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!



 CHN
CHN EN
EN