

方案概述:
激光制造技术在国防和航空航天领域的产业化应用前景远大,具有效率高、能耗低、流程短、性能好、数字化、智能化的特点。针对现状,我国将继续发挥激光制造技术的优势,改变我国航空航天领域关键器件和技术主要依赖进口的现状,最终形成我国新一代激光制造产业链。作为激光行业的先驱者企业,华工激光致力于提供航空航天领域的全套加工生产线:高功率激光焊接、高功率激光切割打孔、激光表面处理技术、中小功率激光微细加工等系列产品。
方案推荐:
①高功率激光焊接
钛合金主要广泛用在飞机上,并已由次承力结构件转为主结构件,铝合金是运载火箭及各种航天器的主要结构材料。先通过对比铝合金、钛合金的传统焊接与激光复合焊,突显出激光加工有能量集中、易于操作、高柔性化、节能环保和高质高效等优点。
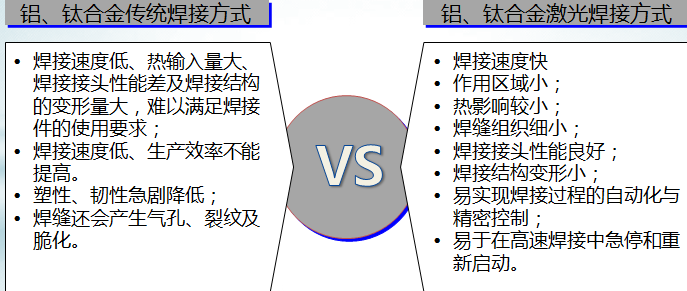
飞机合金壁板激光焊接
采用填丝焊的原因:铝及铝合金在高温时强度很低,液态铝的流动性能好,在焊接时焊缝金属容易产生下塌现象。
优点:对缝精度要求低,焊缝强度高。
选料原则:纯铝焊丝的纯度一般不低于母材化学成分,与母材相应或相近,耐蚀元素(镁、锰、硅等)的含量一般不低于母材。异种铝材焊接时应按耐蚀较高、强度高的母材选择焊丝。
②高功率激光切割、打孔
航空工业激光切割打孔应用广泛
在航空航天工业中用激光切割的材料有钛合金、镍合金、铬合金、铝合金、氧化铍、不锈钢、钛酸钼、塑料和复合材料等。
可用激光切割加工飞机蒙皮、蜂窝结构、框架、翼彬、尾翼壁板、直升机主旋翼、发动机机匣和火焰筒等。
激光切割一般用连续输出的激光器YAG和CO2激光器, 也有用高重频CO2脉冲激光器。
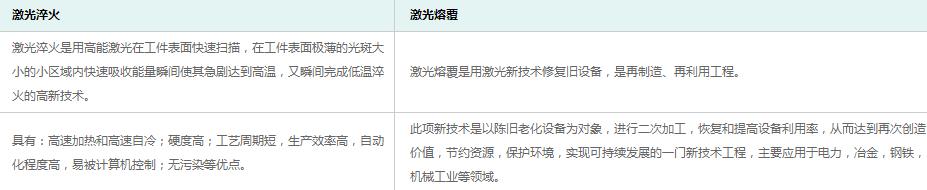
③高功率激光表面热处理
激光的表面热处理主要有:激光淬火、激光熔覆。
客户受益:
●不用模具:零件更改时,只需改变程序,大大缩短生产准备周期,又能适应零件批量少、品种多、变更大的新产品试制要求;
● 不用划线:加工精度和重复精度高,可切复杂的曲线外形,切割速度快,达2-4m/min,工作效率提高8-20倍;
● 切缝窄:0.1-0.2mm,还可以套裁,可节省材料20%-25%;
● 节省夹具:切割时不需要刚性夹紧,工件不受力,可切蜂窝结构及薄板易变形零件,可实现自动加工;
● 激光加工易于操作,节能环保,能提升产品质量和生产效率;
● 激光加工可靠性高,稳定性强,可满足工业大批量生产加工的需求。
相关应用:
激光焊接工艺
国外大型飞机采用激光束焊接技术,这一技术替代了铆钉焊接法。下机身采用激光束焊接技术。比起传统的焊接技术,激光焊接拥有精度高、无需焊料等显著优势,通过激光焊接,节约下来的铆钉就重达20吨,这20吨的载重量全部“变成”了座位数,大幅降低了每个座位的单位能耗。
国外航空工业激光切割应用广泛
1)用激光切割321不锈钢制的发动机舱隔板,省材20%。用激光切割F-14飞机钛制机翼长彬,其长度2.5x6.5米,厚4.3-1.3mm, 原用锯床下料,切后再用手工锉修,每根约需2小时,用激光切割只需20分钟,边缘无毛刺,切后无需锉修,并能省材25%。
2)美国用500瓦CO2激光器切割硼/ 环氧树脂制的F-15形状复杂的尾翼壁板。
3)发动机机舱蒙皮是一块带有若干开口的0.09x22x2032mm钛合金件。与化学方法相比 ,用激光切割下料可减少工时58%
4)此外,美国飞机公司采用功率500瓦数控五座标CO2激光切割机切割大型三维的飞机零件。英国直升机公司用CO2激光机切割直升飞机的不锈钢主旋翼, 用过去的方法需要35分钟,现在只需1分40秒。
 如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!



 CHN
CHN EN
EN



